大连友岩塑料机械有限公司
联系人:冯经理
电话/传真:0411-86260347
手机:18624289888
13604263838
邮箱:21272059@qq.com
地址:大连市旅顺口区三涧堡镇(乘大连至旅顺北路汽车土城子下车西行约200米机场门前约100米)
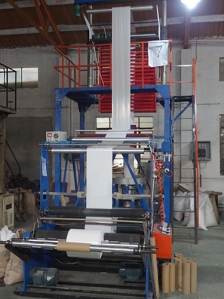
塑料吹膜机的常见问题让我来为你一一解决
大连塑料吹膜机挤出机温度,吹塑低密度聚乙烯(LDPE)薄膜时,挤出温度以半年控制在160℃-170℃之间,且必须保证机头温度均匀,挤出温度过高,树脂容易分解,且薄膜发脆,尤其使纵向拉伸强度显著下降;温度过低,则树脂塑化不良,不能圆滑地进行膨胀拉伸,薄膜的拉伸强度降低,且表面的光泽性很透明度差,甚至出现像木材年轮般的花纹以及未融化的鱼眼。吹胀比是吹塑薄膜生产功过的控制要点之一,是指吹胀之后膜泡的直径与未吹胀的管径之间的比值。吹胀比为薄膜的横向膨胀倍数,实际上是对薄膜进行横向拉伸,拉伸会对塑料分子产生一定程度的取向作用,吹胀比增大,从而使薄膜的横向强度提高。但是,吹胀比也不能过大,否则容易造成膜泡不稳定,且薄膜容易出现皱折。因此,吹胀比应当同牵引比配合适当才行,一般来说,低密度聚乙烯(LDPE)薄膜的吹胀比应控制在2.5-3.0为宜。
薄膜出现褶皱,其根本原因是薄膜横向厚度不均匀,哪怕是很微小,经过积累后也可造成比较明显的褶皱,影响落膘实验、 薄膜撕裂实验、薄膜摩擦系数等的测定数据。 可从以下几方面解决:降低熔体温度,可以有效降低熔体流动性,在模头挤出时比较结实,不因冷却风而膜泡歪斜而造成薄膜冷却不均。减少冷却风量或调解冷却风不匀的情况。人字板的夹角过大,使得薄膜在短时间内被压扁,因而出现褶皱的问题,应适当减小人字板的夹角。膜口挤料不均匀,应调解口模,使之处于竖直状态。收卷辊张力过大把膜拉褶。应适当减小收卷辊张力。