Dalian Youyan Plastic Machinery Co., Ltd.
Couplet: Feng Manager
Phone/fax:086-0411-86260347
Hand:18624289888
13604263838
Mail box:21272059@qq.com
Network access:www.dlyouyan.com
Address: Chinese Lushunkou District of Dalian City, the three streams town (take Tuchengzi Dalian to Lushun Road westbound vehicle airport about 200 meters in front of about 100 meters)
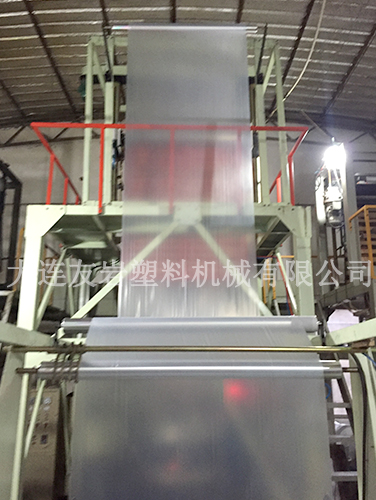
Wrinkles on the film during the production process of Dalian plastic blown film machine are one of the common quality problems. Wrinkles not only affect the appearance of the product, but may also reduce the physical properties and service life of the film.
1、 The main causes of wrinkles
1. Improper temperature control
During the blown film process, excessive temperature can lead to low melt viscosity and uneven cooling of the film; If the temperature is too low, the fluidity of the melt will be poor, which may cause wrinkles. Specifically manifested as:
Unreasonable temperature settings in each section of the extruder
Uneven temperature distribution of the mold head
Inaccurate temperature control of cooling system
2. Wind ring adjustment issues
The wind ring is a key component that affects the uniformity of film cooling, and common issues include:
Uneven air outlet of the wind ring
Excessive or insufficient air volume
Improper distance between the wind ring and the mold head
Incorrect adjustment of wind ring angle
3. Unbalanced traction system
Uneven pressure on the traction roller
The speed of each traction roller is not synchronized
Damage or contamination on the surface of the traction roller
Improper control of winding tension
4. Bubble stability issues
Unstable compressed air pressure
Imbalance between bubble diameter and height ratio
Large fluctuations in melt pressure
Uneven mixing of raw materials
5. Equipment mechanical issues
Impurities or damage inside the mold head
The screw is severely worn
The position of the guide roller or flattening roller is not correct
The equipment installation foundation is unstable
2、 System Solution
1. Optimize the temperature control system
(1) Segmented accurate temperature control:
Set reasonable temperatures for each section of the extruder based on the characteristics of the raw materials
The temperature of the die head should be slightly higher than the temperature at the end of the extruder
Regularly check the temperature of each point on the mold head using an infrared thermometer
(2) Cooling system optimization:
Adjust the cooling air speed of the wind ring, generally controlled at 5-15m/s
Adopting dual air vents and air rings to improve cooling uniformity
Consider using an internal cooling system (IBC) to stabilize bubbles
2. Wind ring regulation technology
(1) Wind ring position adjustment:
The distance between the wind ring and the mold head is generally 1.5-2 times the diameter of the mold head
Fine tune the distance by observing the shape of the bubbles
(2) Airflow balance adjustment:
Use an anemometer to measure the wind speed at each point of the wind ring
Adjust the gap between the wind rings to make the wind speed difference less than 5%
Regularly clean the air ring filter screen
(3) Angle adjustment:
The air outlet angle of the wind ring should match the expansion angle of the membrane bubble
Usually set between 45-60 degrees
3. Optimization of traction system
(1) Adjustment of traction roller:
Ensure that the parallelism error of each traction roller is less than 0.05mm
The pressure of the traction roller should be uniform, and the pressure difference between the two ends should be less than 5%
Regularly check the surface condition of the traction roller
(2) Speed synchronization control:
Accurately control the speed of each motor using a frequency converter
The traction ratio (traction speed/extrusion speed) is controlled between 4-10
Installing tension sensors to achieve closed-loop control
(3) Optimization of flattening device:
Reasonably set the number and position of flattening rollers
Using curved flattening rollers yields better results
Flattening the surface of the roller can increase the silicone layer and improve friction
4. Bubble stability control
(1) Pressure stabilization measures:
Install precision pressure regulating valve
Using gas storage tanks to buffer pressure fluctuations
Regularly check the sealing of the gas path
(2) Bubble ratio control:
Control the inflation ratio (bubble diameter/die diameter) between 2-4
Coordination between draft ratio (traction speed/extrusion speed) and inflation ratio
The height of the bubble tube is generally 3-5 times the diameter
(3) Raw material processing:
Ensure that the raw materials are fully dried
Using a mixer to ensure the uniformity of raw materials
Regularly clean the hopper and feeding system
5. Equipment maintenance and improvement
(1) Regular maintenance plan:
Check the cleanliness inside the mold head every week
Measure the wear of the screw every month
Calibrate temperature sensors quarterly
(2) Mechanical adjustment:
Use laser alignment instrument to check the installation accuracy of equipment
Strengthen the equipment foundation and reduce vibration
Replace worn bearings and guide components
(3) Process parameter record:
Establish a complete database of production process parameters
Record the film condition before and after each adjustment
Optimize process window through data analysis
3、 Handling of special circumstances
1. Seasonal changes have an impact
Reduce cooling water temperature during high temperatures in summer
Increase environmental temperature control in winter
Strengthen the drying of raw materials when the humidity is high
2. Adjustment during raw material replacement
Gradually adjust the temperature when switching raw materials
Pay attention to the differences in melt strength of different raw materials
Adjust the inflation ratio and traction ratio appropriately
3. Wrinkles caused by uneven film thickness
Check the uniformity of the lip gap in the mold
Adjust the mold head bolts to make the gap consistent
Consider using an automatic die control system
4、 Preventive measures
Establish standard operating procedures (SOP) to ensure consistency in operations
Implement Total Productive Maintenance (TPM) system
Regularly provide technical training to operators
Establish a quality traceability system to quickly locate the cause of problems
Maintain technical communication with equipment suppliers and obtain upgrade plans in a timely manner
Through the above systematic analysis and solutions, the problem of film wrinkles in the production process of plastic blown film machines can be reduced or even eliminated, improving product quality and production efficiency. In practical applications, it is necessary to flexibly adjust according to specific situations and continuously optimize process parameters.