Dalian Youyan Plastic Machinery Co., Ltd.
Couplet: Feng Manager
Phone/fax:086-0411-86260347
Hand:18624289888
13604263838
Mail box:21272059@qq.com
Network access:www.dlyouyan.com
Address: Chinese Lushunkou District of Dalian City, the three streams town (take Tuchengzi Dalian to Lushun Road westbound vehicle airport about 200 meters in front of about 100 meters)
Plastic blown film machine, as an important production equipment, plays a crucial role in the development of the plastic packaging industry. With the continuous improvement of industrialization and automation, plastic film blowing machines will be widely used and developed in the future. Modern plastic film blowing machines have features such as high-precision control systems, intelligent operating interfaces, and energy-saving and environmentally friendly designs, which can better meet market demand.
In the operation process of plastic film blowing machine, operators need to have certain operational skills and experience. Firstly, it is necessary to have a certain understanding of the structure and working principle of the equipment, and be proficient in adjusting the various buttons and control parameters on the operation panel. Secondly, it is necessary to promptly check whether the various components of the equipment are functioning properly, maintain the cleanliness and upkeep of the equipment, and ensure its normal operation. It is necessary to adjust production parameters reasonably according to different production needs to ensure the production of plastic films that meet quality requirements.
How to prevent the problem of film entanglement during the operation of Dalian plastic blown film machine?
Equipment adjustment and settings
Matching traction speed and extrusion speed:
The traction speed and extrusion speed need to be accurately matched. If the extrusion speed is too fast and the traction speed cannot keep up, the film is prone to accumulation and entanglement. During the equipment debugging phase, it is usually necessary to carefully adjust the screw speed and traction roller speed of the extruder based on factors such as the characteristics of plastic raw materials, die size, and required film thickness of the product. For example, for low-density polyethylene (LDPE) materials, the ratio of extrusion speed to traction speed may need to be determined based on actual experience and trial production. Generally, it is necessary to ensure that the film can be smoothly and uniformly pulled forward after being extruded from the die.
Meanwhile, during the production process, factors such as changes in raw material batches and environmental temperature and humidity may affect the flowability of plastics, thereby affecting extrusion speed. So it is necessary to dynamically monitor and adjust the extrusion speed and traction speed in a timely manner. It is possible to install speed sensors on the device to monitor two speeds in real time, and maintain a reasonable matching of speeds through automatic adjustment or manual intervention by the control system.
Reasonable adjustment of wind ring:
The function of the cooling air ring is to cool and shape the extruded film bubbles. Improper adjustment of the air volume and speed of the wind ring can affect the stability of the film bubble, leading to film entanglement. The air volume of the wind ring should be adjusted according to factors such as the size of the membrane bubbles, the thickness of the thin film, and the inflation ratio. For example, when blowing thicker films, a larger air volume is required to quickly cool the film and allow the film bubbles to stably extend upwards.
The relative position between the wind ring and the membrane bubble is also important. Generally speaking, the wind ring should be located near the position where the membrane bubble has just been extruded, and it should be ensured that the wind blown out by the wind ring can be evenly distributed around the membrane bubble. If the position of the wind ring is too high or too low, or the distribution of wind is uneven, it will cause the cooling of one side of the membrane bubble to be too fast or too slow, resulting in the tilting and swinging of the membrane bubble, and then causing the film to entangle. During equipment installation and debugging, it is necessary to ensure the proper position of the air ring through precise measurement and adjustment, and regularly check whether the position and air volume of the air ring have changed during the production process.
Maintenance of molds and machine heads
Mold cleaning and maintenance:
The cleanliness of the die directly affects the extrusion quality of the film. If there are impurities such as plastic residue and coke inside the mold head, it will cause uneven extrusion of the film, which can easily lead to local accumulation and entanglement. Regular cleaning of the mold head is very important. When cleaning, turn off the heating device first, wait for the mold head to cool down, and use specialized cleaning tools (such as copper brushes, bamboo sticks, etc.) to clean the impurities inside the mold head.
The maintenance of the mold head also includes the maintenance of the mold head surface. For example, to prevent scratches on the surface of the mold head, as scratched surfaces can affect the flatness of the film. Be careful when installing and disassembling the mold head to avoid contact with sharp tools or hard objects. At the same time, according to the type and frequency of plastic production, regular maintenance operations such as polishing are carried out on the mold head to maintain the surface smoothness of the mold head.
Head structure inspection:
The structural integrity of the machine head is crucial for the stable extrusion of the film. Check whether the various components of the machine head are tightly connected, such as whether the machine head cover is tightened and whether the filter screen is installed correctly. If the head components are loose, it will cause uneven flow of plastic melt, irregular shape of film bubbles, and increase the risk of film entanglement.
Also pay attention to whether the temperature distribution of the machine head is uniform. Temperature sensors can be installed at different positions on the machine head to monitor temperature. If uneven temperature is found, it may be caused by damage to the heating element or failure of the insulation material. It needs to be repaired or replaced in a timely manner to ensure that the plastic can be melted and extruded evenly inside the machine head.
Monitoring and adjustment during the operation process
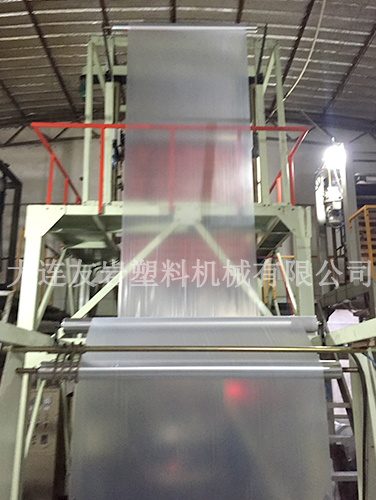
Monitoring of membrane bubble shape:
During the production process, operators should always pay attention to the shape of the membrane bubbles. Under normal circumstances, the membrane bubble should be a regular cylindrical shape and steadily extend upwards. If abnormal conditions such as oscillation, tilting, or local swelling are found in the membrane bubble, the cause should be analyzed and adjusted in a timely manner. For example, when the membrane bubble swings to one side, it may be due to uneven air flow in the air ring or excessive pulling force on one side of the traction device. In this case, it is necessary to adjust the air flow in the air ring or the traction device.
By installing auxiliary devices such as cameras around the blown film machine, operators can observe the shape of the film bubbles more comprehensively and clearly. Especially for large blown film machines or multi-layer co extrusion blown film machines, due to the high bubble height or complex structure, the bubble status can be monitored in real-time in the control room through cameras, making it convenient to detect problems and take measures in a timely manner.
Film tension control:
The tension control of the film during traction and winding is crucial. If the tension is too high, the film is easily stretched and deformed, or even broken; If the tension is too low, the film will loosen and easily become entangled. There is usually a tension adjustment mechanism on the traction roller and winding device, and the operator needs to adjust the tension reasonably according to factors such as the material, thickness, and production speed of the film.
Tension sensors can be used to monitor the tension of the film in real time and provide feedback to the control system. The control system automatically adjusts the speed of the traction roller or the torque of the winding motor based on the tension feedback signal, thereby achieving precise control of the film tension. This can effectively avoid film entanglement caused by tension issues.
Plastic blown film machine is a specialized equipment used for producing plastic film. It heats and melts plastic particles or granular raw materials, then blows them into a molding mold through an extrusion head, and solidifies into a thin film after cooling. The main components of a plastic blown film machine include an extruder, die head, cooling roller, traction roller, rewinder, and control system.
Modern plastic film blowing machines have achieved automated control and intelligent operation. Through PLC control systems and touch screen interfaces, real-time monitoring of equipment operation status and production parameters can be achieved, ensuring stable equipment operation and product quality. At the same time, by improving the equipment structure and optimizing the production process, the plastic blown film machine has also achieved goals such as energy conservation, emission reduction, and environmental protection, which meets the requirements of modern industrial development.